The optical design was now ready and I began making drawings with SolidWorks in 3D.
I love designing stuff and my drawings showed a nice OTA made of aluminimum and carbon fiber truss. I had no previous skills in metal work but inspired by PrestonE and his 20" RC design I was determind to learn.
Fortunately a Newton compared to a RC is much more simple and forgiving and I could not wait to get started. Finally I had an argument to buy a lathe and a power cutter - and learn to use them!

After a nights trial I was ready to start with the first easy parts. What I was going to do now is this:
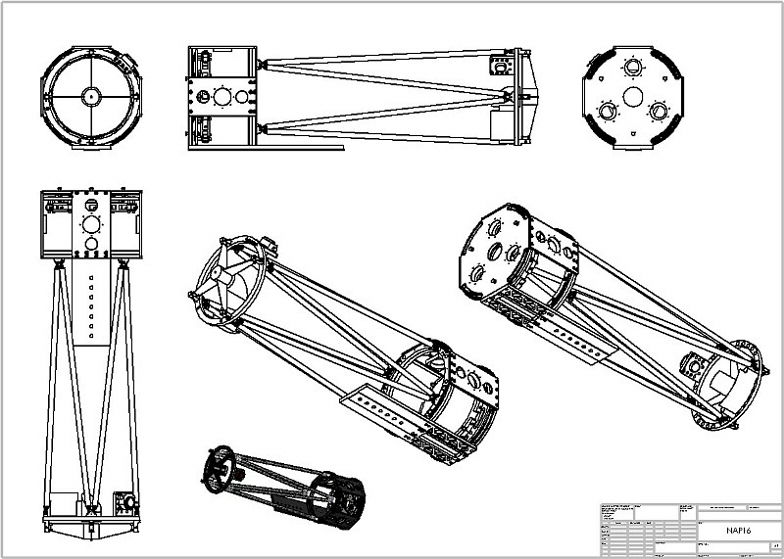
NAP16 - a 16" truss design.

These are pivot screvs for the mirror cell and are made of stainless steel.

These aluminimum devices are hinges for the side support blocks in the mirror cell.
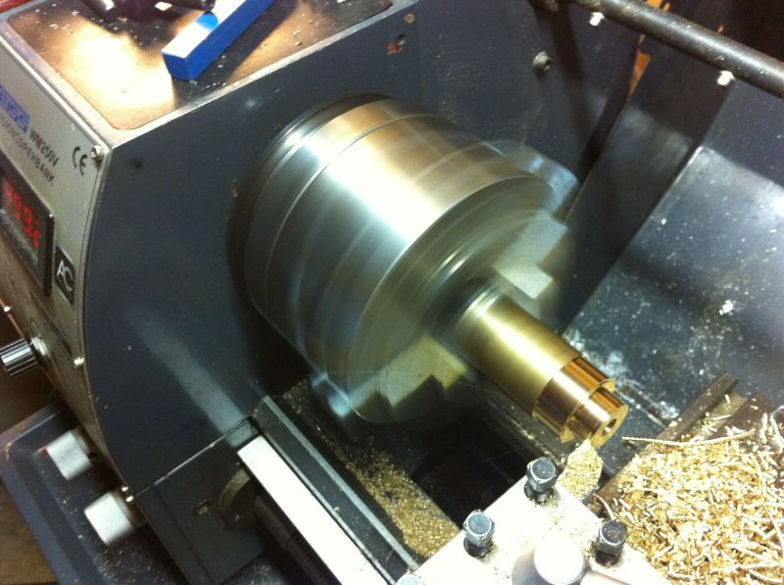
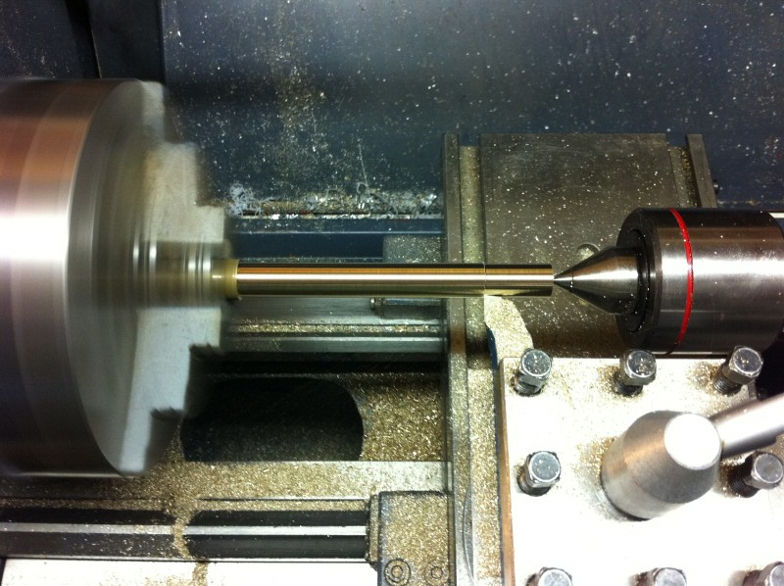
This is brass machined to a collimating bush...

The finished bushes.

One of the collimating bushes is tested to fit. Pass.
Next part is one of the collimation screws.

The finished collimation screws.

The collimation setup with finished nylon bushes (work not shown). Next I need some turning wheels...

The aluminium for 3 finger wheels are in progress. It looks like a colt drum ...

3 pieces are cut off.

A hole and thread is made for fastening to the collimation screw.

The finger wheels.

Finger wheel on collimation screw.
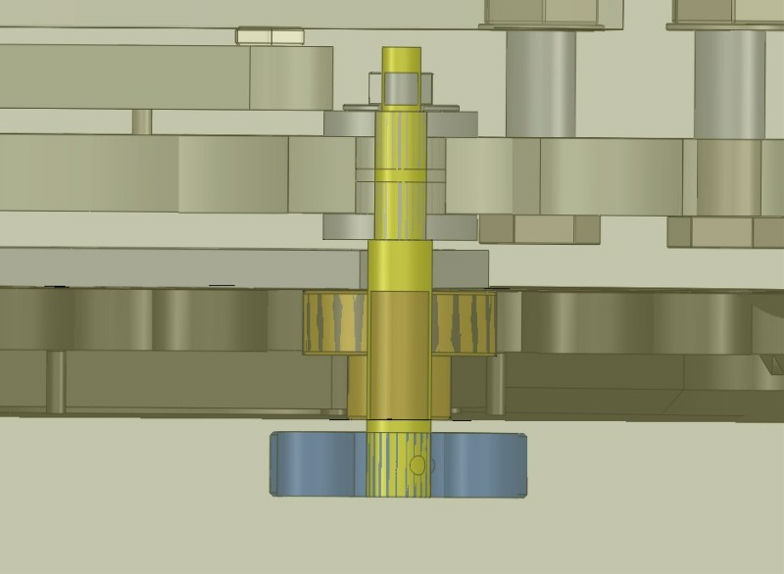
This is how it will work. There are no springs in this design.

The truss stoppers are cut.

16 stoppers.. This parts is relative complicated to my skills so I made 2 spare parts.

The part that goes inside the truss tube is ready.

Ready for conus.

The conus in progress.

The finished stopper with design milling and thread.
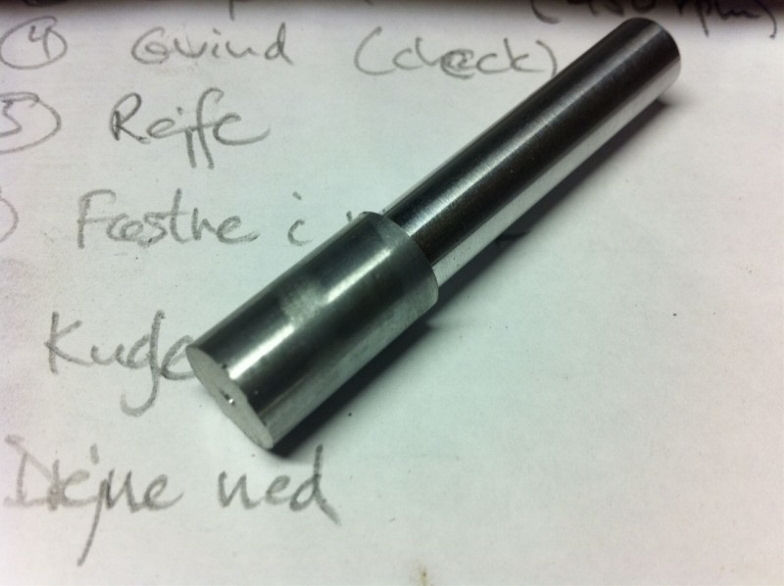
This part is the ball screw that goes into the stopper. It turned out to required several test before I had the sequence right.

16 ball screws in progress...
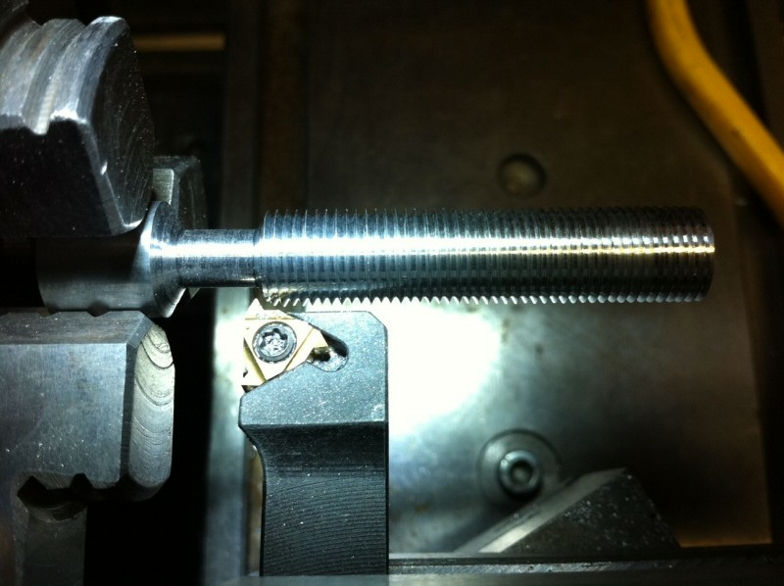
The first thread is finished.

16 threads ...
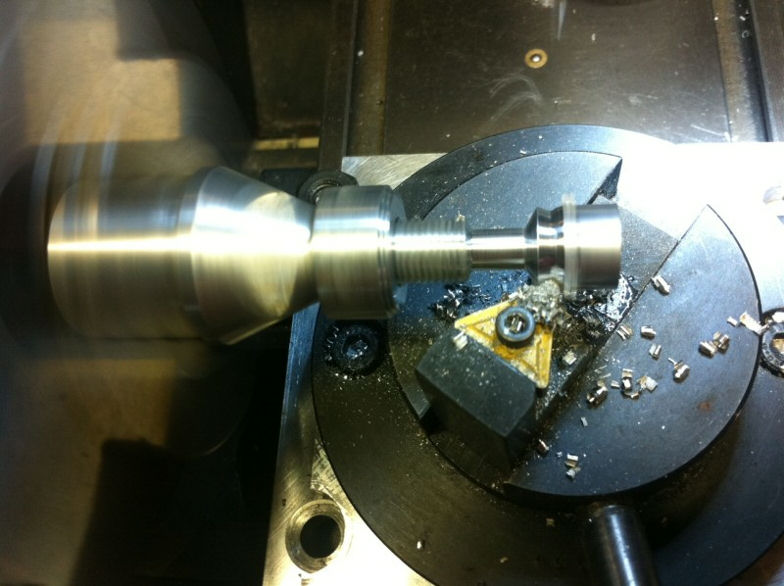
The ball in progress...

The ball is finished and only the collar needs to be removed.

The ball screw is almost finished.
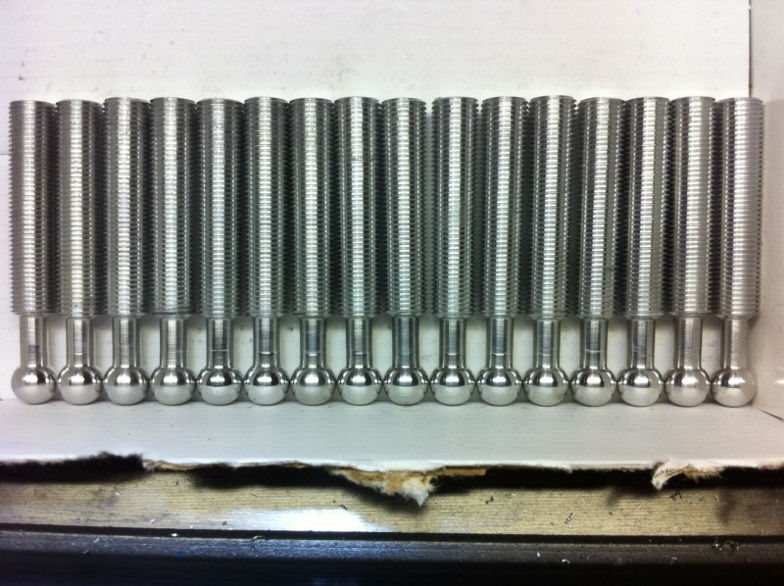
Finally - it took almost a day to make those 16 ball screws.
While I was doing the work of all the small parts I was lucky to meet a guy with a shop who accepted to make the bigger parts on gis giant milling machines. His name is Mogens Christiansen and his shop has the biggest milling machine in Denmark:

One of the big lathe / milling machines.

The bigger parts back from water cutter.
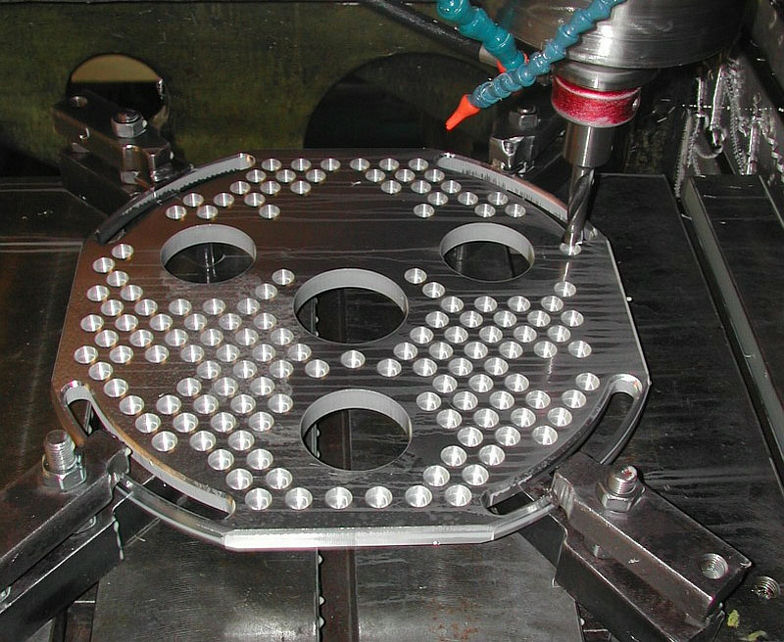
The OTA backend in progress.

Mogens Christiansen makes a test assembly of some of the bigger parts.

Another test assembly to check if it fits the Paramount ME versaplate. Oh, yes - what a fit!

All the big parts in the trunk of my car on its way to HAI for anodizing.
When I was back home the spider and secondary mirror arrived from Astroparts-Unger:

Spider for NAP16

Each vane is fastened with two screws to ensure stability.
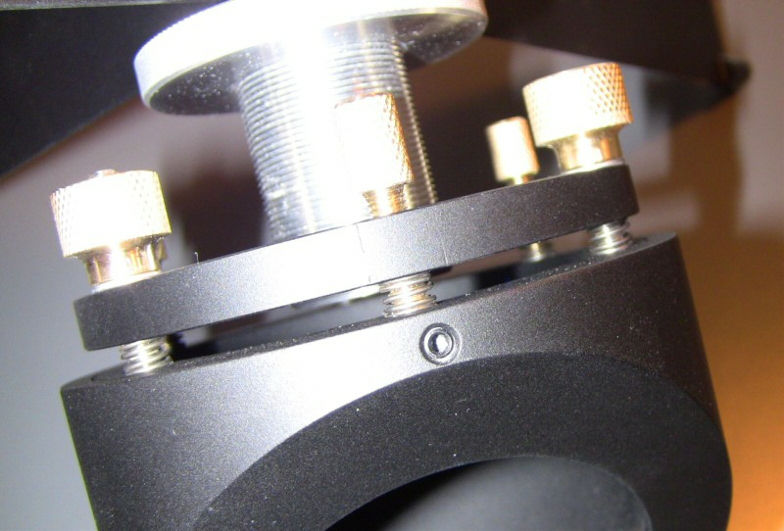
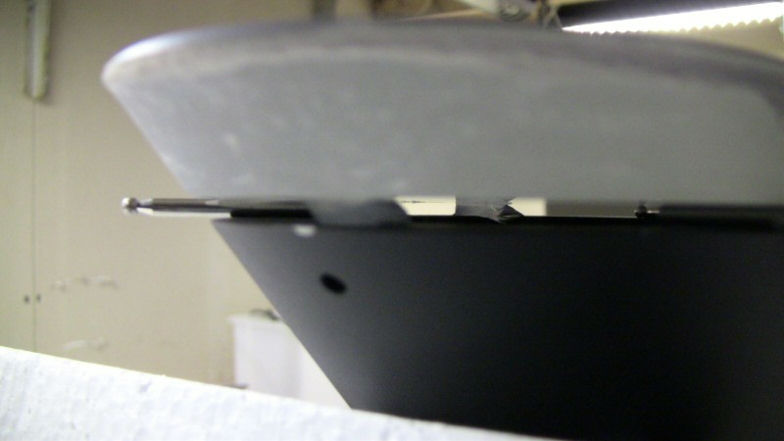
Close-up of collimation screws.
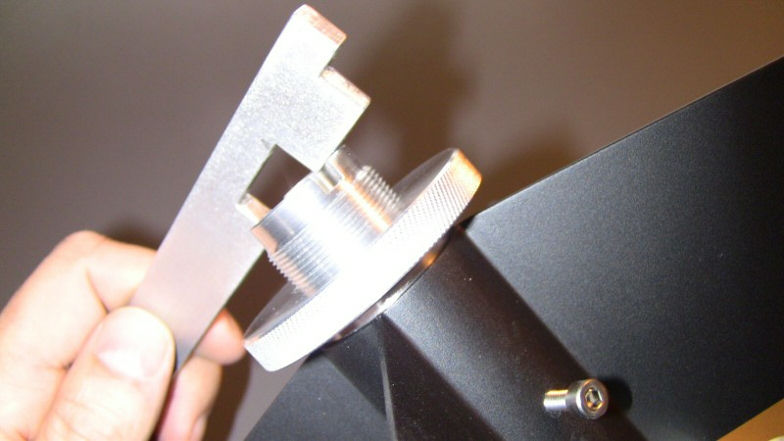
Tool included to angle mirror.
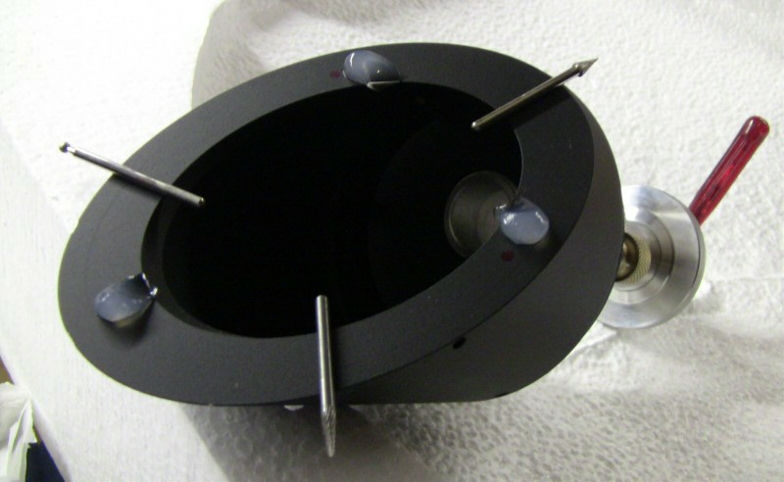
The spider was prepared for the mirror with 3 big drops of Dow Corning Silicone. The 3 mills are to keep 3mm space between spider and mirror.
Closeup of the spacing.
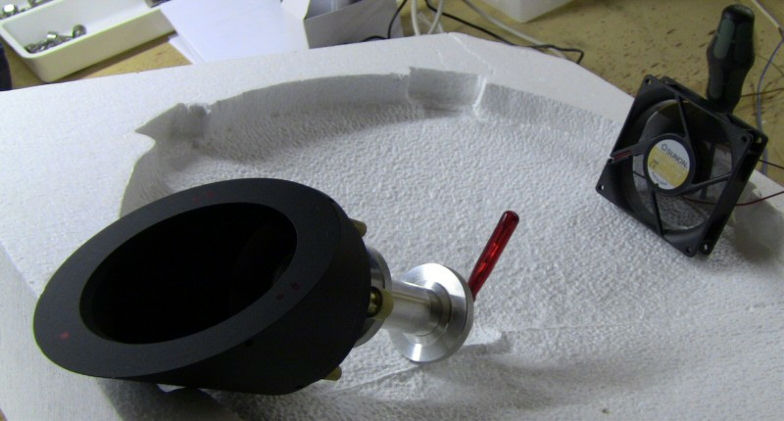
A blower was setup during the curring process to prevent fumes from the silicone to atack the mirror surface.

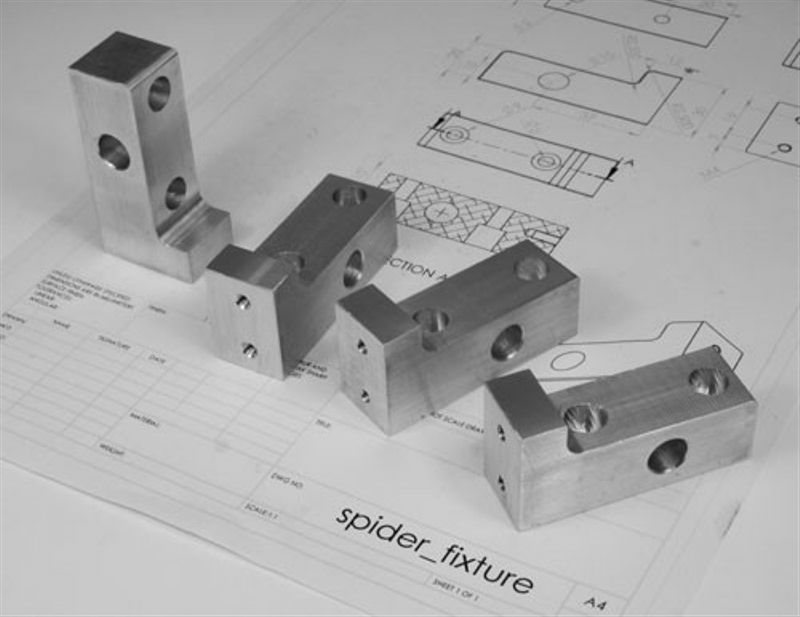
A friend of mine has a fine Bridgeport milling machine and he helped machining parts for the truss capture blocks.

Milling of capture block in progress...

Almost hidden in shavings.

Back with my lathe the capture blocks are fastened in a tool.

And the cacpture block is finished on the lathe and now ready for threads.

The finished capture block with ball screws and truss stoppers.
Spider horns made by friend and supplier, Erik Persson from Astro

Deburring parts in rotary tumbler.
At this time most of the metal work was done and the parts are anodized. See the anodize section.